中文版
中文版 English
English

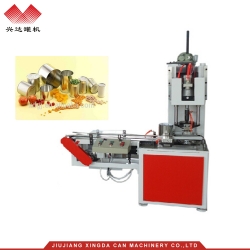
制罐設備——由于不同的模具已應用在許多領域,連系專業的模具制造技能在這些年也得到了一定的轉變和成長在這部門,概括地總結了真空成型模具的設計規則。
1、收縮和變形,塑料易收縮(如PE),有些塑件易變形,無論如何預防,塑件在冷卻階段都會發生變形。在這種前提下,就要改變成型模具的外形來適應塑件的多少偏偏差。例如:盡管塑件壁保持平曲,但其基準中心已偏偏離10mm;可以抬高模具底座,以調整這種變形的收縮量。
2、收縮量,在制造吸塑成型模具時一定要思量到下列的收縮因素。①成型成品收縮。如果不能清楚地知道塑料的收縮率,則必須取樣或用相似外形的模具通過試驗來得到。注重:通過這種方法只能得到收縮率,不能得到變形尺寸。②中間介質的不利影響造成的收縮,如陶瓷、硅橡膠等。③模具所用材料的收縮,如鑄造鋁時的收縮。
3、尺寸不變,在成型進程中,塑件與模具接觸的面要比離開模具部門的尺寸不變性更好。如果日后由于材料剛度的需要要求改變材料厚度,可能導致要將陽模轉換為陰模。塑件的尺寸公差不能低于收縮率的10%。